Plaques can be used as tokens or appreciations as well as memorable signage to show the deceased are buried. Today, memorable plaques are widely used because they are cheaper alternative to tomb stones.
As compared to plaques, tombstones are widely used to mark burial grounds. They are carved stones made of marble or granite and are placed over the burial site. Some tombstones are carved into angels, family seals or customized emblems but bear the engravings of bible quotes or epitaphs that commemorate the departure.
Tombstones are engraved with the name of the person buried and his date of birth and death. Plaques are mounted on wooden bases that are firmly built in into the wooden frame mounted on the wall. Wooden boards are made of oak, teak or mahogany.
Memorial plaques are inexpensive yet they last for a long time. It is the best form of remembering your loved ones. The wood used to make these items is usually water proof and some come with ultraviolet ray coating. They can actually bear the same engravings that tombstones do.
You can choose to engrave the words on the first layer of the plaque to show contrasting colour. The plaques are usually found in thickness of between 10mm to 15mm but you can also find plaques that are 20-30mm thick. The plaque can also be sized in dimensions you want. The prices may also vary depending on where you buy.
Bronze plaques are also very popular and used to welcome guests. With many people now looking to honor their loved ones with stylist looking items, memorial plaques have become very popular. You can actually get the plaque customized to your needs. This is a very important factor considering that you want it to be unique.
Engraving services are increasing becoming popular because they allow you to customize your gift for a wedding, an anniversary or a graduation. Watches, retirement gifts, and wedding gifts are often engraved before being given. To get your necklace, bracelet and rings engraved, you need to provide the message to be included in the piece of jewellery. Otherwise, the jeweller will choose the inscription by himself.
There are certain things that you need to consider when choosing to add an inscription on jewellery. First and most importantly, the recipient must be able to read the message clearly. The font size of the message depends on the engraving space available. It is important that you keep the inscription short to fit in the allotted space.
As a customer, you need to request examples of the inscriber’s work before making any agreements. Most engravers and jewellers will have samples of their work displayed. The words engraved on the jewellery should be clean, legible and neat. You can also find engraving services online.
Online services are the best choice for anyone who wants to engrave large quantities of smaller items. The only disadvantage of using online services you don’t get to see real life examples of the engraver’s work until you receive the finished product. However, this is not a challenge because most online companies are reputable and often do their business in mail order catalogues.
This option is convenient for an organization or company that wants to purchase large quantities of engraved items. If you are a do it yourself person, you will look for an engraving kit. If you have to go through the hassle of getting an item engraved, you want to ensure that the recipient of the item will keep and treasure it.
Corrosion and chemical resistance for marked / engraved stainless steel. “laser engraving” of stainless is fusion at high temperature by laser resulting in black permanent image on steel.
Laser marks were made on type 304 stainless steel tags
similar results for type 316 stainless steel
Tags were totally immersed in the test solutions.
Exposure Time
Organic Solvents
1 Hour
12 Hours
24 Hours
1 Week
Gasoline
No effect
No effect
No effect
No effect
Limonene
No effect
No effect
No effect
No effect
Methyl Ethyl Ketone
No effect
No effect
No effect
No effect
N-Butanol
No effect
No effect
No effect
No effect
Mineral Spirits
No effect
No effect
No effect
No effect
Xylene
No effect
No effect
No effect
No effect
Acetone
No effect
No effect
No effect
No effect
Propylene Carbonate
No effect
No effect
No effect
No effect
Ethanol
No effect
No effect
No effect
No effect
DMSO
No effect
No effect
No effect
No effect
Motor Oil
No effect
No effect
No effect
No effect
Acid/Bases
Hydrochloric Acid 35%
No effect
No effect
Test stopped – see notes
Nitric Acid 68%
No effect
No effect
No effect
No effect
Sulfuric Acid (conc.)
No effect
No effect
No effect
No effect
Acetic Acid 99.5%
No effect
No effect
No effect
No effect
Hydrogrn Peroxide 30%
No effect
No effect
No effect
No effect
Sodium Hydroxide 25%
No effect
No effect
No effect
No effect
Ammonium Hydroxide 20%
No effect
No effect
No effect
No effect
Other
Boiling H2O
Marks soaked in boiling water for 1 hr. – no effect
LN2 (Cold)
Marks dipped in liquid nitrogen – no effect
Flame (Hot)
Marks heated in a propane flame until cherry red – metal
discolors, no effect on mark.
Hot/Cold Cycling
Marks heated red hot and immediately plunged in liquid nitrogen
– metal discolors, no effect on mark
Notes:
Hydrochloric acid testing:
– Acid dissolves the steel tag and was not run over 12 hrs. long
– After 1 hr. acid dissolved 0.2767 gms off of steel tag (4.7%),
laser mark was unaffected.
– After 12 hrs. acid dissolved 1.8057 gms off of steel tag (30.6%),
laser mark was unaffected, now having a distinctly raised feel.
Sulfuric acid testing:
– Acid discolors at approximately 96 hrs., mark appears to be
Laser engraving sercices offered by MyChoice@Firebridge
Much of what we produce is using our supplied materials,
You can also supply your products or Materials for Engraving and Cutting.
Surfaces engraved must be in one plane per engrave as laser is focused on a plane.
Recessed areas can be engraved in most cases in a separate pass.
Items of Cylindrical shape can be rotary engraved with laser
Engraving area is 1245 x 710 mm
Rotary engraving up to 250 mm in Diameter
Small cylindrical items eg 4 mm diameter require a mandrel to hold item during engraving.
Your own images or design can be used, or we can design to your needs.
All design layout is emailed to Client as pdf file for approval prior to engraving of product.
For Signs and plates as used on Instrument faces, doors, panels etc Click Here
3D Engraving Your own images and photo’s can be engraved in 3D the resulting effect can be dramatic relief of you graphic. Darker colours are engraved deepest, with white not engraved. Example in Pine:-
Commonly laser engraved materials Acrylic – Cast and Extruded example ( design Brendan Parsons )
Black or Dark Anodising Hard or normal finish provides the best contrast with Metallic alluminium visible in engraved area. Fine detail can be reproduced if surface is smooth.Supply your product in any of Materials below for Coding, Barcodes, Identification etc. Typical applications are in coding of Tools, Surgical Instruments, Parts, for identification and security purpose. Individual serial Numbers can be applied in sequence to a batch or items
Red anodized Camera Back
Polished Aluminium
Ceramic Bonded to Aluminium
Stainless Steel engraving
The following are marked by applying a ceramic fluid to metal, we can laser anneal a black mark on the surface to provide vivid clarity, suitable for industrial situations. Marks on metal have withstood military lubricants, salt water spray, high heat and abrasion tests. stainless steel aluminum tin copper brass chromed steel titanium tungsten carbide lead-coated steel niobium tantalum silver gold palladium platinum pewter Test Results on Stainless Steel
Laser cutting of parts can be done to drawing provided or created for your needs
As of 2012 Cut to registration feature will be added with our new Trotec Speedy 500
Laser cutting to registration marks on pre printed sheet Saves money with no dies required ideal for shorter runs multiple stepped items on sheet no problem
Ideal for packaging, and point of sale items
Materials suitable for laser cutting
Most fabrics
Plywood
mdf
Acrylics
Melamine
Polypropylene sheet including core flute
Cardboard’s
Papers
Corrugated boards
Polyester films
Polycarbonate film
Leather
Cork
Depron Foam
EVA Foam
Others on request
NO PVC materials will be cut due to Acid released during cutting
Cut to registration using camera system
Requirements for cut to i-cut registration marks Please discuss prior to printing. Laser Cutting machine bed 1245 x 710 mm with ability to pass through larger pieces up to 1245 mm wide. Area of cut using camera reduced to 1100 x 700 mm longer parts can be moved through machine Preprinted sheet with Registration marks as pre i-cut plugin for Illustrator or Corel Draw See http://www.icutvision.com Drawing file with outlines to cut and i-cut registration marks Outlines to cut should be supplied at Hairline thickness in RGB 255,0,0 Perforation can be added if pieces required to be left in sheet Images for lighter vector marking suggest RGB 0,255,0 and RGB 0,0,255 Images to be engraved if required in Black RGB 0,0,0( CMYK 0,0,0,100 )¨C11C Instructions on drawing in RGB 255,0,255 ( not engraved or cut )¨C12C If printing is required, supply on separate layer in CMYK¨C13C ¨C14C If you are not sure email your AI or CDR file for checking¨C15C Any print image to be on separate layer¨C16C ¨C17C Cutting software will pick up any distortions, and adjust the cutting to fit¨C18C ¨C19C If you wish Printing to be done by MyChoice@Firebridge, this can be done sheet up to 500 x 380 mm
Trotec Speedy 500 Laser Engraver and cutting with I-Cut camera system
Laser Cutting and engraving machine bed 1245 x 710 mm with ability to pass through larger pieces up to 1245 mm wide.
Epilog Legend EXT
Laser engraving machine 914 x 609 mm engraving area Maximum material height 305 mm
Sample
Theory
1. Like many inventions of recent times, lasers were first conceived in a laboratory. It was in the early 1960’s when scientists first discovered, that they could create a light source, focus the energy and have a tool powerful enough to affect certain materials.
2. They named these first light sources LASER, an acronym for Light Amplification by Stimulated Emission of Radiation.
3. Think of a laser as a light source similar to a light bulb. A light bulb will emit energy out all around it. A laser puts energy out of a tube, usually 12 mm diameter. The energy is collected from a larger area and focused onto a fine spot size, where the energy is denser. This is like adjusting the beam of a flashlight down to a small dot of light. It is also is similar to using a magnifying glass in the sun. Move the magnifying glass up and down and you lose concentration of the energy. Just like the sun through a magnifying glass can be powerful enough to burn through paper, a leaf, or other material, so can a laser.
4. Similarly to light bulbs, lasers are rated by wattage. Simply put, the higher the wattage, the more powerful the tool. Engraving lasers generally range in power from 10 – 100 watts.
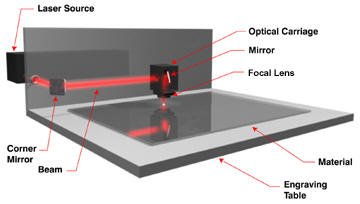
5. Laser engraving, cutting and marking is a viable and versatile technology that is being by many engravers to improve productivity, add more services to their customers and increase profits. Engraving with a laser is actually a fairly simple process. A laser is merely a tool. Like most tools it helps to understand how the tool works. The laser emits the beam of light. The beam goes though a corner block and is turned by a mirror and out to a focusing assembly which focuses the beam down to the material, where it actually vaporizes the material. Moving the beam on the X and Y axis is how the letters and graphics are created.
6. There are a variety of advantages to using a laser over other methods of engraving. First of all, because the tool is a beam of light, there is no product contact, which translates into less chance of product damage or deformation. Tooling does not wear out, or need to be replaced as in other methods of engraving. Additionally, a laser will provide more versatility in material and product choices. Laser can engrave most materials. The most popular in the engraving fields are coated metals, wood, acrylic, glass, leather, marble, plastic, and host of synthetic materials made specifically for lasers. Additionally, the same machine that engraves can also cut through thin materials, providing even more versatility for an engraver. Lasers are also faster engraving up to 200 cm/second. (depending on machine, material choice, artwork and desired effect) There are no consumables so operating costs are minimal, and the laser system, if properly exhausted, runs clean, so that costly cleanup or by product disposal is unnecessary.
7. It didn’t take long for the engraving industry to notice lasers and soon lasers were being used for a wide variety of industrial applications including welding, heat-treating, etching and engraving. There were early experiments with several types of methods to generate the light source, thus creating several types of lasers.
For the engraving industry, CO2 lasers, named for the gasses used to create the light source, are the tools of choice. The CO2 laser uses a mix of CO2 and Helium gases to excite the beam of light. The CO2 Laser is very inexpensive and efficient at marking on materials that are not good conductors of heat and electricity. It also uses a plotter beam technology and can cover a large engraving area. The CO2 lasers operate at a wavelength of 10.6 microns.
8. The more costly laser is the Nd YAG that operates at 1.06 microns. This laser uses a solid crystal made of Yttrium Aluminium Garnet with a small amount of Neodynium. YAG lasers operate more repeatable than gas lasers because they are not affected by day-to-day variations in gas mixture. Mechanical vibration is all but eliminated because the YAG crystal requires no circulation blower (like those needed for CO2 lasers). These lasers are used more for marking on bare metal. They are not suited for vector cutting because they normally use the steered beam or beam deviation technology. A restricted engraving area is also a considerable drawback.
Wave length in nanometers
9. There are five (5) basic components that make up the laser system, the control panel, the motherboard, the DC power supply, the laser tube assembly, and the motion system.
A. DC Power Supply The DC power supply converts the incoming AC electricity to DC voltage. This is used to power both the laser tube assembly and the motherboard.
B. Motherboard The motherboard is the brains of the system and controls everything. Located on the motherboard are standard computer memory SIMMS. This is where incoming files, from the computer, are stored while the power is on. The motherboard gets input from the computer and the control panel. It outputs precisely timed signals to fire the laser beam and to move the motion system simultaneously.
C. Control Panel This is where the operator controls the laser system. It is composed of push buttons, indicator lights and a LCD display. From this panel, the operator can position the motion system, move around through the menu system in the LCD display, and run the laser system.
D. Laser Tube Assembly The laser tube assembly is a very sophisticated device. It is composed of a plasma tube filled with a special mixture of CO2 and other gases, and RF (radio frequency) electronics. The function of the entire assembly is to turn electrical energy into concentrated light energy.
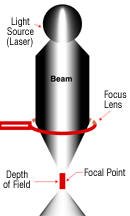
It receives power from the DC power supply and its trigger signal from the motherboard. When the laser system is powered ON and the trigger signal comes from the motherboard, the RF electronics produce a high frequency AC signal across the electrodes located inside the plasma tube. This causes spontaneous photon emissions from the gas mixture that produces an invisible, infrared light beam at a frequency of 10.6 microns. The laser beam exits the laser tube through its output optics, bounces off the #1 mirror, passes through the beam window, bounces off the #2 and #3 mirror, and finally passes through the focus lens. The width of the laser beam as it exits the tube, called the Beam Diameter, is about 4 mm. The focus lens focuses the beam into a very small spot who’s Spot Size is dependent on the Focal Length of the lens. The Focal Length is the distance from about the center of the lens to the point where it converges the beam into the smallest spot possible. Using a standard 2 inch focal length lens, the spot size produced is approximately .005 inches. The Focal Range of the lens, where the beam is considered to be in focus, is equivalent to +/- 5% above and below the focus point. Shorter lenses produce a smaller spot size but also have a very narrow focal range. This means that it would only be useful for engraving very flat objects. The longer lenses have a much wider range of focus but also produce a larger spot size that would prohibit the engraving of fine detail. This can be related to trying to write small text with a wide, felt tip marker. There are pros and cons to the different lenses that are available for different applications. Wattage signifies the amount of heat energy that the laser light is producing over a period of time. Laser energy is measured with a laser power meter. Do not confuse the electrical wattage rating of a light bulb or a hair dryer with the wattage rating of the laser system. They are two different types of measurements.
E. Motion System The motion system consists of the mechanically moving parts of the laser system. It is made up of rails, motors, bearings, belts, mirrors, a lens, and other parts. There are two directions of motion, left and right is called the X direction and front to back is called the Y direction.
The motherboard controls the movement of the motors, which moves the mirrors and focus lens across the engraving area and over the material. At the same time, it is synchronizing the laser pulses with the position of the focus lens. It is this precise positioning and timing of the laser pulses that produces the highest quality and fastest speed of engraving. In summary, the five (5) components work together to take the graphic image that is downloaded to the laser system from your computer and burn it into the material located on the engraving table inside of the laser system.
10. Laser Terms:
absorb to transform radiant energy into a different form, with a resultant rise in temperature
absorption transformation of radiant energy to a different form of energy by the interaction of matter, depending on temperature and wavelength
accessible emission limit (AEL) the magnitude of accessible laser (or collateral) radiation of a specific wavelength or emission duration at a particular point as measured by appropriate methods and devices. Also means radiation to which human access is possible in accordance with the definitions of the laser’s hazard classification
accessible radiation laser radiation that can expose human eye or skin in normal usage
argon a gas used as a laser medium. It emits blue-green light primarily at 448 and 515 nm
aperture the opening through which laser radiation can pass
attenuation the decrease in energy (or power) as a beam passes through an absorbing or scattering medium
average power total energy of an exposure divided by the duration of the exposure
aversion response action, such as closing of the eye or movement of the head, to avoid exposure to laser light
beam diameter the distance between diametrically opposed points in the cross section of a circular beam where the intensity is reduced by a factor of e=1(0.368) of the peak level (for safety standards). The value is normally chosen at e=2(0.135) of the peak level for manufacturing specifications
beam divergence angle of beam spread measured in radians or milliradians (1 milliradian = 3.4 minutes of arc or approximately 1 mil). For small angles where the cord is approximately equal to the arc, the beam divergence can be closely approximated by the ratio of the cord length (beam diameter) divided by the distance (range) from the laser aperture
brightness the visual sensation of the luminous intensity of a light source. The brightness of a laser beam is most closely associated with the radio-metric concept of radiance.
continuous wave (CW) laser a laser which with a continuous output that is greater than or equal to 0.25 watts
carbon dioxide molecule used as a laser medium. Emits far energy at 10,600 nm (10.6 um)
closed installation any location where lasers are used which will be closed to unprotected personnel during laser operation
CO2 laser a widely used laser in which the primary lasing medium is carbon dioxide gas. The output wavelength is 10.6 um (10600 nm) in the far infrared spectrum. It can be operated in either CW or pulsed
coherence a term describing light as waves which are in phase in both time and space. Monochromaticity and low divergence are two properties of coherent light
collimated light light rays that are parallel. Collimated light is emitted by many lasers. Diverging light may be collimated by a lens or other device
collimation ability of the laser beam to not spread significantly (low divergence) with distance
continuous mode the duration of laser exposure is controlled by the user (by foot or hand switch)
continuous wave (CW) constant, steady-state delivery of laser power
controlled area any locale where the activity of those within are subject to control and supervision for the purpose of laser radiation hazard protection
diffuse reflection takes place when different parts of a beam incident on a surface are reflected over a wide range of angles in accordance with Lambert’s Law. The intensity will fall off as the inverse of the square of the distance away from the surface and also obey a Cosine Law of reflection
divergence the increase in the diameter of the laser beam with distance from the exit aperture. The value gives the full angle at the point where the laser radiant exposure or irradiance
embedded laser a laser with an assigned class number higher than the inherent capability of the laser system in which it is incorporated, where the system’s lower classification is appropriate to the engineering features limiting accessible emission
emission act of giving off radiant energy by an atom or molecule
enclosed laser device any laser or laser system located within an enclosure which does not permit hazardous optical radiation emission from the enclosure. The laser inside is termed an “embedded laser”
energy (Q) the capacity for doing work. Energy is commonly used to express the output from pulsed lasers and it is generally measured in Joules (J). The product of power (watts) and duration (seconds). One watt second = one Joule
excimer “Excited Dimer” a gas mixture used as the active medium in a family of lasers emitting ultraviolet light
fail-safe interlock an interlock where the failure of a single mechanical or electrical component of the interlock will cause the system to go into, or remain in, a safe mode
gas discharge laser a laser containing a gaseous lasing medium in a glass tube in which a constant flow of gas replenishes the molecules depleted by the electricity or chemicals used for excitation
gas laser a type of laser in which the laser action takes place in a gas medium
helium-neon (HeNe) laser a laser in which the active medium is a mixture of helium and neon. Its wavelength is usually in the visible range. Used widely for alignment, recording, printing, and measuring
infrared radiation invisible electromagnetic radiation with wavelengths which lie within the range of 0.70 to 1000 nm. These wavelengths are often broken up into regions: IR-A (0.7-1.4 nm), IR-B (1.4-3.0 nm) and IR-C (3.0-1000 nm)
intrabeam viewing the viewing condition whereby the eye is exposed to all or part of a direct laser beam or a specular reflection
irradiance power per unit area, expressed in watts per square centimeter
laser accessories the hardware and options available for lasers, such as secondary gases, Brewster windows, Q-switches and electronic shutters
laser device either a laser or a laser system
laser medium (Active Medium) material used to emit the laser light and for which the laser is named
laser rod a solid-state, rod-shaped lasing medium in which ion excitation is caused by a source of intense light, such as a flash lamp. Various materials are used for the rod, the earliest of which was synthetic ruby crystal
laser system an assembly of electrical, mechanical and optical components which includes a laser. Under the Federal Standard, a laser in combination with its power supply (energy source)
lens a curved piece of optically transparent material which, depending on its shape, is used to either converge or diverge light
light the range of electromagnetic radiation frequencies detected by the eye, or the wavelength range from about 400 to 760 nm. The term is sometimes used loosely to include radiation beyond visible limits
laser acronym for Light Amplification by Stimulated Emission of Radiation. A laser is a cavity with mirrors at the ends, filled with material such as crystal, glass, liquid, gas or dye. It produces an intense beam of light with the unique properties of coherency, collimation, and monochromaticity
laser safety officer one who has authority to monitor and enforce measures to control laser hazards and effect the knowledgeable evaluation and control of laser hazards
limiting aperture the maximum circular area over which radiance and radiant exposure can be averaged when determining safety hazards
maintenance performance of those adjustments or procedures specified in user information provided by the manufacturer with the laser or laser system, which are to be performed by the user to ensure the intended performance of the product. It does not include operation or service as defined in this glossary
maximum permissible exposure (MPE) the maximum level of laser radiation to which a human can be exposed without adverse biological effects to the eye or skin
Nd:Glass laser a solid-state laser of neodymium:glass offering high power in short pulses. A Nd-doped glass rod used as a laser medium to produce 1064 nm light
Nd:YAG laser Neodymium:Yttrium Aluminum Garnet. A synthetic crystal used as a laser medium to produce 1064 nm light
Neodymium (Nd) the rare earth element that is the active element in Nd:YAG laser and Nd:Glass lasers.
nominal hazard zone (NHZ) the nominal hazard zone describes the space within which the level of the direct, reflected or scattered radiation during normal operation exceeds the applicable MPE. Exposure levels beyond the boundary of the NHZ are below the appropriate MPE level.
nominal ocular hazard distance (NOHD) distance along the axis of the direct laser beam to the human eye beyond which the MPE of the laser is not exceeded
optical cavity (Resonator) space between the laser mirrors where lasing action occurs
optical density a logarithmic expression for the attenuation produced by an attenuating medium, such as an eye protection filter
optical fiber a filament of quartz or other optical material capable of transmitting light along its length by multiple internal reflection and emitting it at the end
optical pumping the excitation of the lasing medium by the application of light rather than electrical discharge
optical radiation ultraviolet, visible, and infrared radiation (0.35-1.4 nm) that falls in the region of transmittance of the human eye
output power the energy per second measured in watts emitted from the laser in the form of coherent light
power the rate of energy delivery expressed in watts (Joules per second). Thus: 1 Watt = 1 Joule x 1 Sec
protective housing a protective housing is a device designed to prevent access to radiant power or energy
pulse a discontinuous burst of laser, light or energy, as opposed to a continuous beam. A true pulse achieves higher peak powers than that attainable in a CW output
pulse duration the “on” time of a pulsed laser, it may be measured in terms of milliseconds, microseconds, or nanoseconds as defined by half-peak-power points on the leading and trailing edges of the pulse
pulsed laser laser which delivers energy in the form of a single or train of pulses
pump to excite the lasing medium
pumped medium energized laser medium
pumping addition of energy (thermal, electrical, or optical) into the atomic population of the laser medium, necessary to produce a state of population inversion
pulsed laser laser which delivers energy in single or multiple pulses which are less than or equal to 0.25 watts in duration
radiant energy (Q) energy in the form of electromagnetic waves usually expressed in units of Joules (watt-seconds)
radiant exposure (H) the total energy per unit area incident upon a given surface. It is used to express exposure to pulsed laser radiation in units of J/cm2
radiant power laser power emitted, expressed in watts (W)
reflection the return of radiant energy (incident light) by a surface, with no change in wavelength
refraction the change of direction of propagation of any wave, such as an electromagnetic wave, when it passes from one medium to another in which the wave velocity is different. The bending of incident rays as they pass from one medium to another (e.g., air to glass)
repetitively pulsed laser laser with multiple pulses with a pulse repetition frequency greater than or equal to 1 Hz
resonator the mirrors (or reflectors) making up the laser cavity including the laser rod or tube. The mirrors reflect light back and forth to build up amplification
ruby the first laser type; a crystal of sapphire (aluminum oxide) containing trace amounts of chromium oxide
scanning laser a laser having a time-varying direction, origin or pattern of propagation with respect to a stationary frame of reference
secured enclosure an enclosure to which casual access is impeded by an appropriate means (e.g., door secured by lock, magnetically or electrically operated latch, or by screws)
semiconductor laser a type of laser which produces its output from semiconductor materials such as GaAs
service performance of adjustments, repair or procedures on a non-routine basis, required to return the equipment to its intended state
source the term source means either laser or laser-illuminated reflecting surface, i.e., source of light
specular reflection mirror-like reflection
tunable laser a laser system that can be “tuned” to emit laser light over a continuous range of wavelengths or frequencies
tunable dye laser a laser whose active medium is a liquid dye, pumped by another laser or flash lamps, to produce various colors of light. The color of light may be tuned by adjusting optical tuning elements and/or changing the dye used
radiant energy laser energy emitted, expressed in joules (J) ultraviolet radiation electromagnetic radiation with wavelengths from180-400 nm
visible radiation electromagnetic radiation which is visible to the human eye; wave lengths from 400-700 nm
ultraviolet (UV) radiation electromagnetic radiation with wavelengths between soft X-rays and visible violet light, often broken down into UV-A (315-400 nm), UV-B (280-315 nm), and UV-C (100-280 nm)
visible radiation (light) electromagnetic radiation which can be detected by the human eye. It is commonly used to describe wavelengths in the range between 400 nm and 700-780 nm
wavelength the length of the light wave, usually measured from crest to crest, which determines its color. Common units of measurement are the micrometer (micron), the nanometer, and (earlier) the Angstrom unit
YAG Yttrium Aluminum Garnet, a widely used solid-state crystal composed of yttrium and aluminum oxides and a small amount of the rare earth neodymium
Any timber could be used, but some have better properties
Exterior exposure All timber engraved signs are prepared with an oil finish unless otherwise requested. The reason for this it is non destructive to the timber face to renew this with wipe over with natural decking oil with UV filter at periodic intervals eg onece a year if high exposure.
Laser engraving produces good natural result in the engraved area of timber Some timbers show more conrtast with burn in timber, or strong timber grain as a result of burn
Colour to suit environment of timber engraved sign. Lighter, Darker, Redder, are consciderations which best suit your needs.
Colour fill in the engraving
Most pleasing effect for a timber engraved sign, can be natural timber after the laser has burnt the image into the timber.
If high colour contrast is required
For darker timbers fill with Gold, Silver, or White/cream.
For lighter timbers fill with Brown or black
Timbers stocked are
Treated Pine Light in colour soft wood sometimes greenish hue as a result of treatment. Good engraving if left natural after engraving chocolate in colour.
Radiata or Natural Pine Untreated this is suitable for interior or sheltered use only. Light in colour with good contrast in engaving Ideal for bar signs, and commemorative plaques.
Red Gum High density darker red wood with good grain variation and colour variation depending on section of tree. Engraves with good natural result or if fill gold, silver, white ( Sometimes black can be good if timber is on ligher side )
Jarrah Long straight grain Darker wood of high density with tendancy to be red, but not as red as red gum Natural engraving is good, but often can look better with gold or silver fill.
Western Red Cedar Light warm colour soft wood with strong grain. Natural engraving shows good contrast with highlights of grain showing up in the engraving.
Silky oak Medium density, Good engraving result but image competes with strong grain pattern, So strong simple graphic is best, or fill with brown, black or cream.
Huon Pine Fine grain softwood, with good features. Light in colour, with fine detail showing in the engraving, Contrast is not high but shadow effect from enrgaving of lighter timber looks effective in the light.
Ironbark grey This is a new timber on our range. mid tone warm colour. Highest density timber used so far.
American White Oak¨C11C Pale hardwood of highest durability, High density ideal when a light timber is required
Cypress¨C12C Mid tone with strong grain and tends to be knotty. This lends well to a rustic look on engraved signs¨C13C engraving is chocolate in colour and stands out well.
Blackwood ( Australian wattle )¨C14C This is beautiful timber of mid density, engraving results are excellent. It is not recommended in high exposure¨C15C but under cover of verandah this will last well.
Celery pine¨C16C Fine strong grain soft to medium density. Engraving generally best filled and colour is almost same as timber surface. Brown, black most suitable. Avoid western exposure, some shelter will help protect light colour longer.
Walnut¨C17C Really only for protected areas, not generally used outside. More bar sign or plaque. Natural engraving or gold fill gives the best result.
Other timbers can be ordered subject to a minimum order.
It is often up to your taste as to what you prefer, balanced with where the sign will be placed.
For natural beauty timber signs provide a warm, inviting, and natural look
Photo’s can be enrgraved in timbers but avoid photo in silky oak as grain tends to confuse the image.
We stock Weathertex 10 mm thick compressed coated hardboard for printed colour signs for exterior and interior use By special request we can also print on any timber sign and combine colour image with engraving of text for effect.